Bei der Auswahl des passenden Sägebandes müssen verschiedene Faktoren berücksichtigt werden:
- Größe und Form des Werkstücks
- eingesetzte Bandsägemaschine
- Einzel-, Lagen- oder Bündelschnitt
- Individuelle Kundenanforderungen
- zu zerspanender Werkstoff
1.Bandlänge
Die Bandlänge ist abhängig von der eingesetzten Bandsägemaschine.
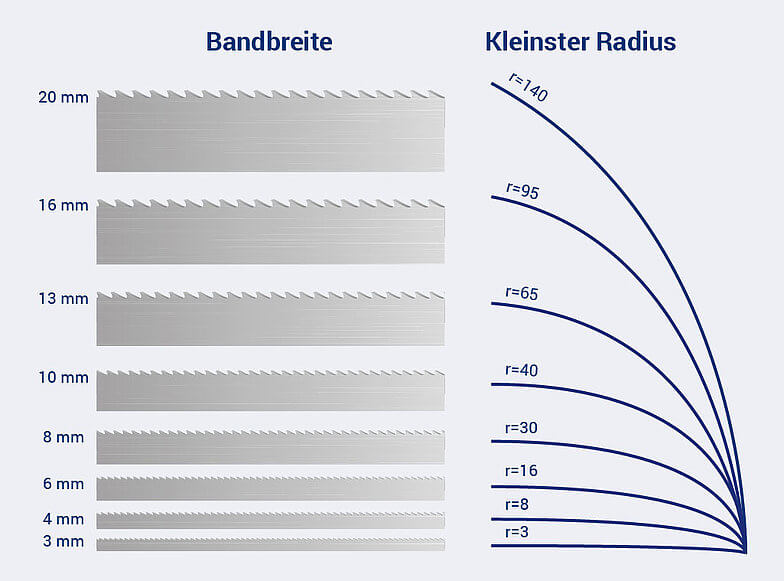
2.Bandbreite
Grundsätzlich gilt: Je größer die Bandbreite, desto höher die Stabilität des Sägebandes.
- Bei horizontalen Maschinen ist es wichtig, die Vorgaben des Herstellers zu beachten.
- Für vertikale Maschinen sind größere Variationen der Bandbreite möglich, bitte beachten Sie hierzu die Herstellerangaben.
- Bei Konturensägen bestimmt der kleinste zu sägende Radius die Bandbreite.
3.Banddicke
Grundsätzlich gilt: Die Banddicke verleiht dem Sägeband mehr Stabilität und beeinflusst die Torsionssteifigkeit
- Abhängig von der eingesetzten Bandsägemaschine kann die Banddicke bei gleicher Bandbreite variieren
- Die Banddicke hat Auswirkungen auf die Geradheit des Schnittes
- Für die empfohlene Bandstärke Angaben des Maschinenhersteller beachten
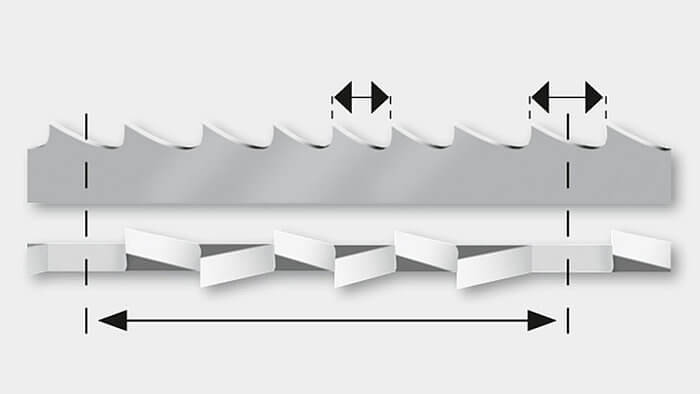
4.Zahnteilung
Maßgebliche Faktoren für die Auswahl der Zahnteilung sind die Eingriffslänge des Sägebandes im Werkstück und der zu bearbeitende Werkstoff. B.Y.cuttech bietet Produkte sowohl mit konstanter als auch variabler Zahnteilung an.
- Für optimale Schnittergebnisse ist die Auswahl der richtigen Zahnteilung entscheidend.
- Die Zahnteilung ergibt sich aus der Eingriffslänge des Sägebandes.
- Eine zu kleine Zahnteilung kann Schnittverlauf und vorzeitigen Verschleiß verursachen.
- Eine zu große Zahnteilung kann zu Zahnausbrüchen führen.
- Mindestens drei Zähne sollen im Eingriff sein, um ein wirtschaftliches Ergebnis zu erzielen.
Für den Holzverschnitt gilt folgendes:
Die Höhe des Werkstücks bestimmt die geeignete Zahnteilung. Es sollten mindestens 3 und maximal 18 Zähne im Eingriff sein. Falls die Werkstückhöhe dies nicht zulässt, muss der Vorschub reduziert werden.
Zum Beispiel sollte für ein 18mm dickes Brett der Abstand zwischen den Zähnen nicht größer als 6mm sein.
Dies entspricht der Formel:
18mm geteilt durch 3 Zähne = 6mm.
Für den Metallverschnitt gilt folgendes:
Die Zahnteilung entspricht der Anzahl Zähne pro Zoll (ZpZ), ein Zoll = 25,4 mm. Maßgebende Größe für die Wahl der Zahnteilung ist die Eingriffslänge des Sägebandes im Werkstück. Der zu sägende Werkstoff sowie die Art des verwendeten Sägebandes spielen bei der Auswahl ebenfalls eine Rolle. Unterschieden werden konstante Zahnteilung mit einheitlichem Zahnabstand und variable Zahnteilung mit differierendem Zahnabstand innerhalb eines Verzahnungsintervalls. Variable Zahnteilungen z.B. 2-3 ZpZ sind durch zwei Maßzahlen gekennzeichnet. 2 ZpZ ist der maximale Zahnabstand und 3 ZpZ ist der minimale Zahnabstand im Verzahnungsintervall.
Konstante Zahnteilung mit einheitlichem Zahnabstand
Im Sägevorgang sorgt der ständig wechselnde
Zahnabstand zu weniger Vibration
Einfache Regel:
Weiches Material = weniger Zähne (15 Zähne sind optimal)
Hartes Material = Mehr Zähne (24 Zähne sind optimal)
Zähes Material = Mittlere Zähnezahl (17 – 20 Zähne sind optimal
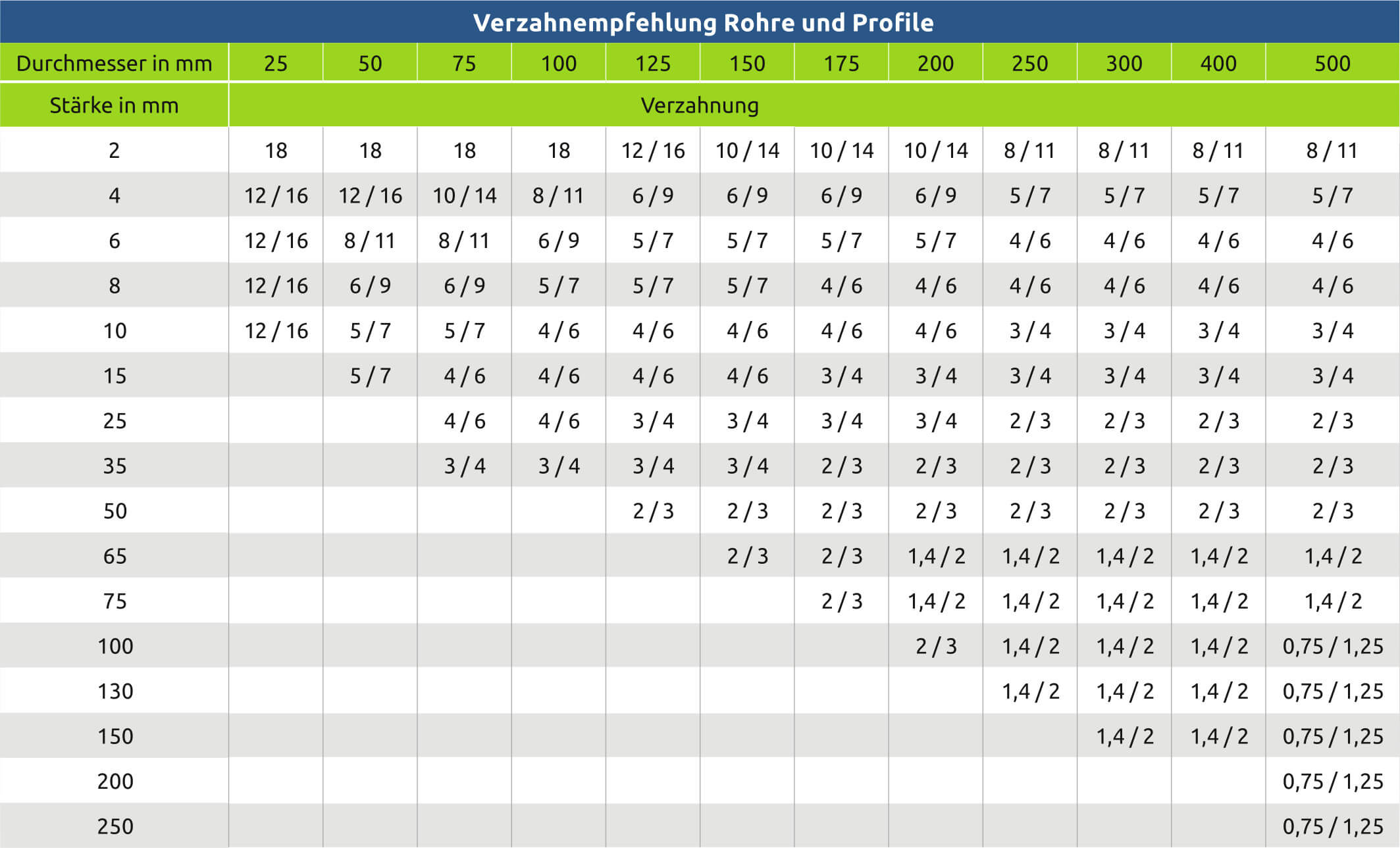
Auswahl der richtigen Zahnteilung bei Rohren und Profilen
Sind zwei oder mehr Rohre nebeneinanderliegend zu trennen, nutzen Sie die Tabelle unter Berücksichtigung der doppelten Wandstärke.
Entscheidende Faktoren für die Richtige Wahl der Zahnteilung
- Sägen von Rohren und Profilen in Lagen und Bündeln
- Sägen von Rohren und Profilen im Einzelschnitt
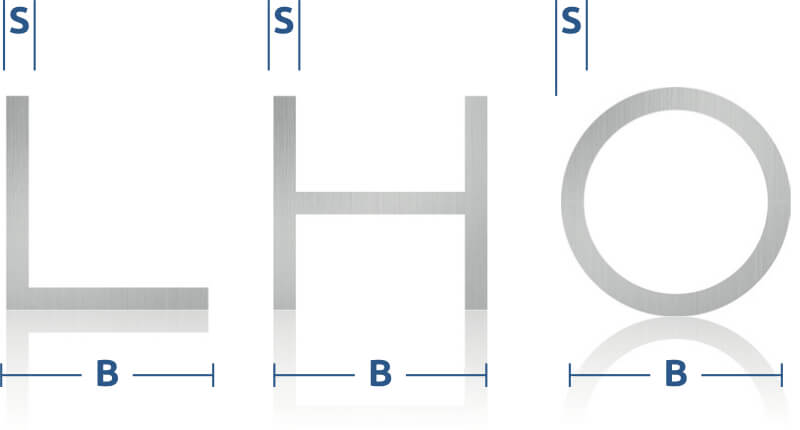
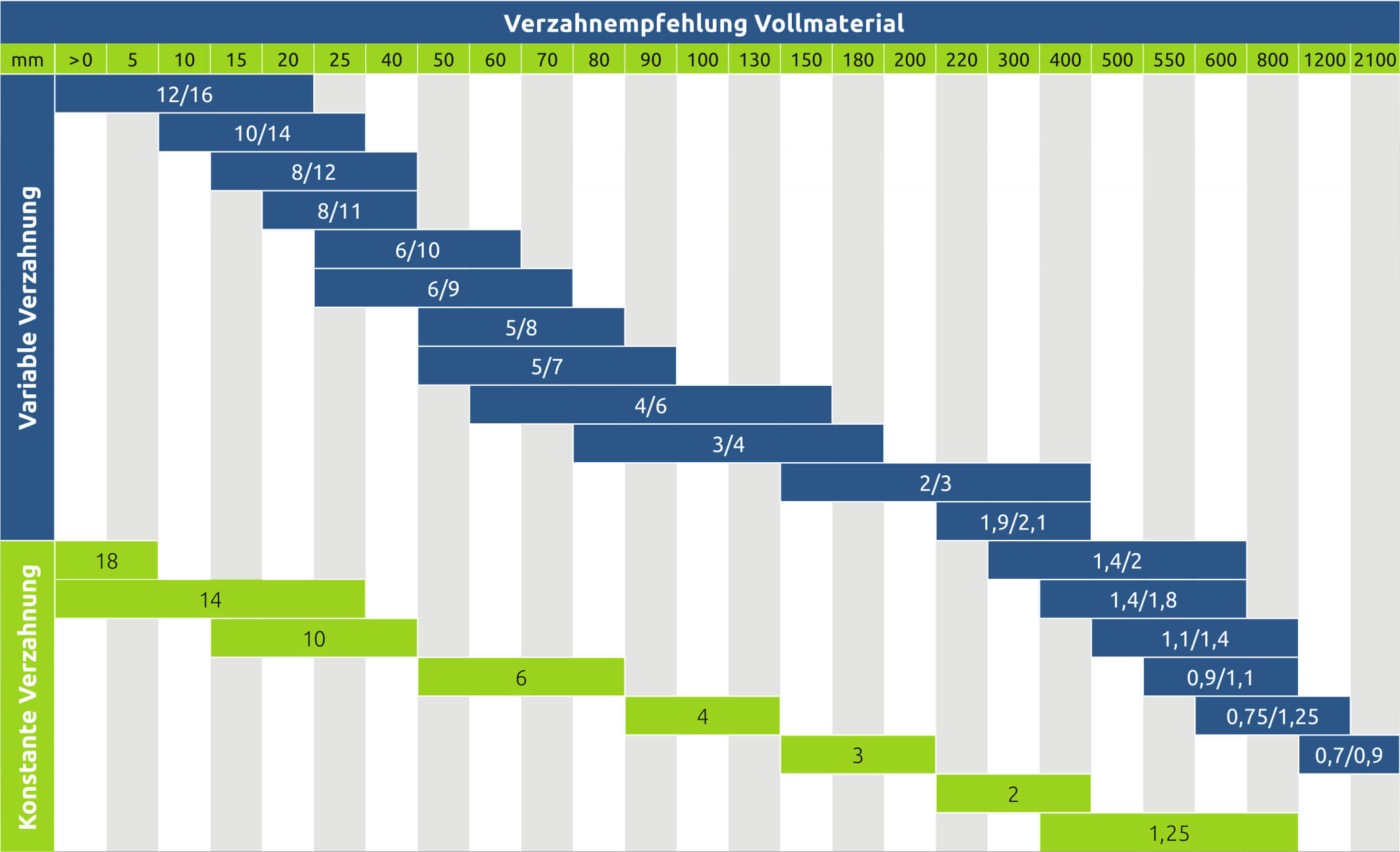
Auswahl der richtigen Zahnteilung bei Vollmaterial
- Für optimale Schnittergebnisse ist die Auswahl der richtigen
Zahnteilung entscheidend. - Die Zahnteilung ergibt sich aus der Eingriffslänge des Sägebandes.
- Eine zu kleine Zahnteilung kann Schnittverlauf und vorzeitigen
Verschleiß verursachen. - Eine zu große Zahnteilung kann zu Zahnausbrüchen führen.
- Mindestens drei Zähne sollen im Eingriff sein, um ein wirtschaftliches Ergebnis zu erzielen.
5.Zahnform
Die Wahl der Zahnform ist abhängig vom zu zerspanenden Werkstoff.
Folgende Zahnformen stellt B.Y.cuttech zur Verfügung:
- S = Standardzahn
- P = Profilzahn
- K = Klauenzahn
- T = Trapezzahn
- TSN = Trapezzahn mit negativem Spanwinkel
- L = Lückenzahn
Standardzahn (S)
- kurzspanige Materialien
- Stähle mit einem hohen Kohlenstoffgehalt
- Werkzeugstahl, Gusseisen
- Werkstücke mit kleinen Querschnitten
- dünnwandige Profile

Klauenzahn (K)
- kurzspanige Materialien
- Stähle mit einem hohen Kohlenstoffgehalt
- Werkzeugstahl, Gusseisen
- Werkstücke mit kleinen Querschnitten
- dünnwandige Profile

Profilzahn (P)
- Hohl- und Winkelprofile
- Stahlträger
- Bündel- und Lagenschnitte
- schwingungsanfällige Sägearbeiten
Lückenzahn (L)
- weiche Werkstoffe (Aluminium, Holz)
- nur in Werkzeugstahl
Trapezzahn (T)
- hohe Zerspanungsleistung
- beste Oberflächengüte
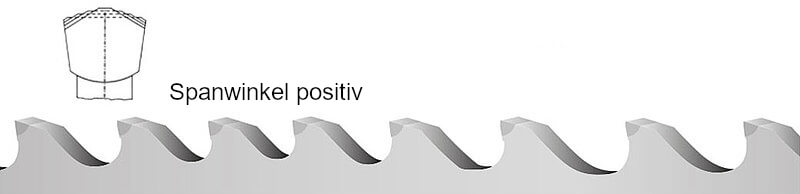
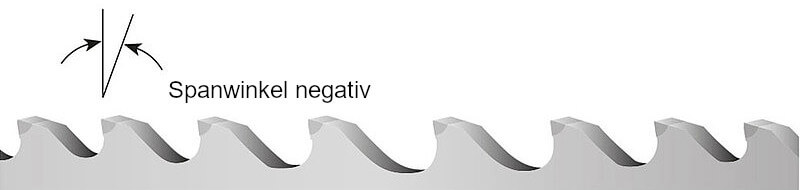
Trapezzahn (TSN)
- randschichtgehärtete Wellen
- gehärteter Stahl bis 65 HRC, Hartmanganstahl, hartverchromte Werkstücke
- Durchmesser bis 200 mm
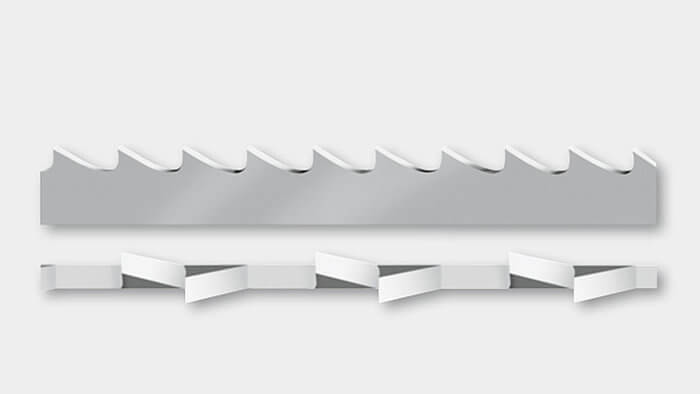
6.Schränkung
Eine exakte Schränkung ist ausschlaggebend für eine optimale Schnittleistung. Durch die Schränkung, bei der die Zähne abwechselnd links und rechts über die Ebene des Bandkörpers hinausragen, ergibt sich der korrekte Freischnitt. Dies verhindert das Einklemmen des Bandes.
Mögliche Arten, die Sie dabei unter anderem:
- Standardschränkung
- Gruppenschränkung
- Wellenschränkung
Bei Materialien mit hoher Eigenspannung sind Sonderausführungen mit extra weiter Schränkung notwendig, um ein Einklemmen im Schnittkanal zu verhindern.
Hartmetallsägebänder erreichen in der Regel den notwendigen freischnitt durch den geschliffenen Trapezzahn. Allerdings erfordern einige Hartmetallsägebänder eine Schränkung, ähnlich wie bei Bimetallsägebändern.
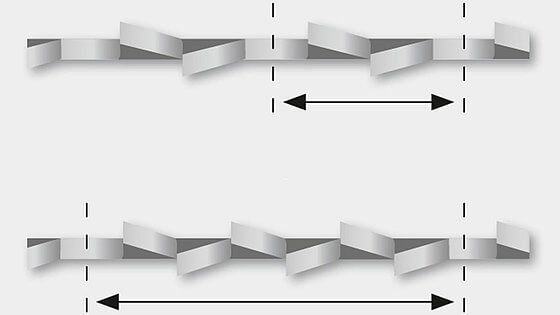
Standardschränkung
- Universell einsetzbar für Schnittstärken ab 5 mm bei Stahl, Guss und harten NE-Metallen.
- Konstante Zahnteilung:
Schränkfolge links / rechts / gerade - variable Zahnteilung: pro Intervall mindestens ein Zahn ungeschränkt, die restlichen Zähne im Intervall sind wiederkehrend links / rechts oder in umgekehrter Reihenfolge geschränkt.
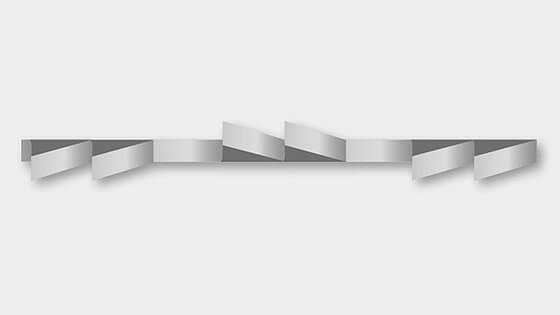
Gruppenschränkung
- Sägebänder im Zahnteilungsbereich von 4-18 ZpZ erzielen mit der Gruppenschränkung eine verbesserte Oberflächengüte des gesägten Schnittmaterials.
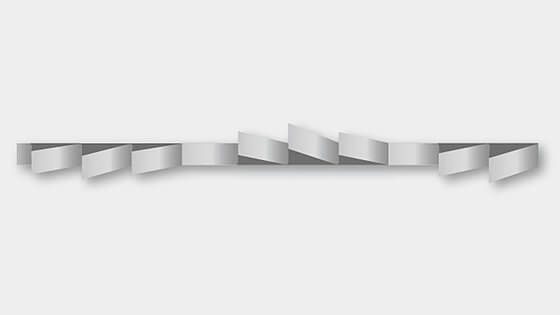
Wellenschränkung
- Für Bleche, dünnwandige Rohre und Profile bis 5 mm Materialabmessung.
7.Schneidstoff
Entscheidend für die Auswahl des Schneidstoffes ist die Zerspanbarkeit des zu trennenden Materials.
Unser besteht aus fünf Hauptgruppen von Schneidstoffen:
- Kohlenstoffstahl
- Carbonstahl
- Werkzeugstahl
- Hartmetall
- High-Speed-Steal